圆锥滚子轴承套圈自动锻造工艺分析
发布日期:
2019-11-09
浏览人气:
0
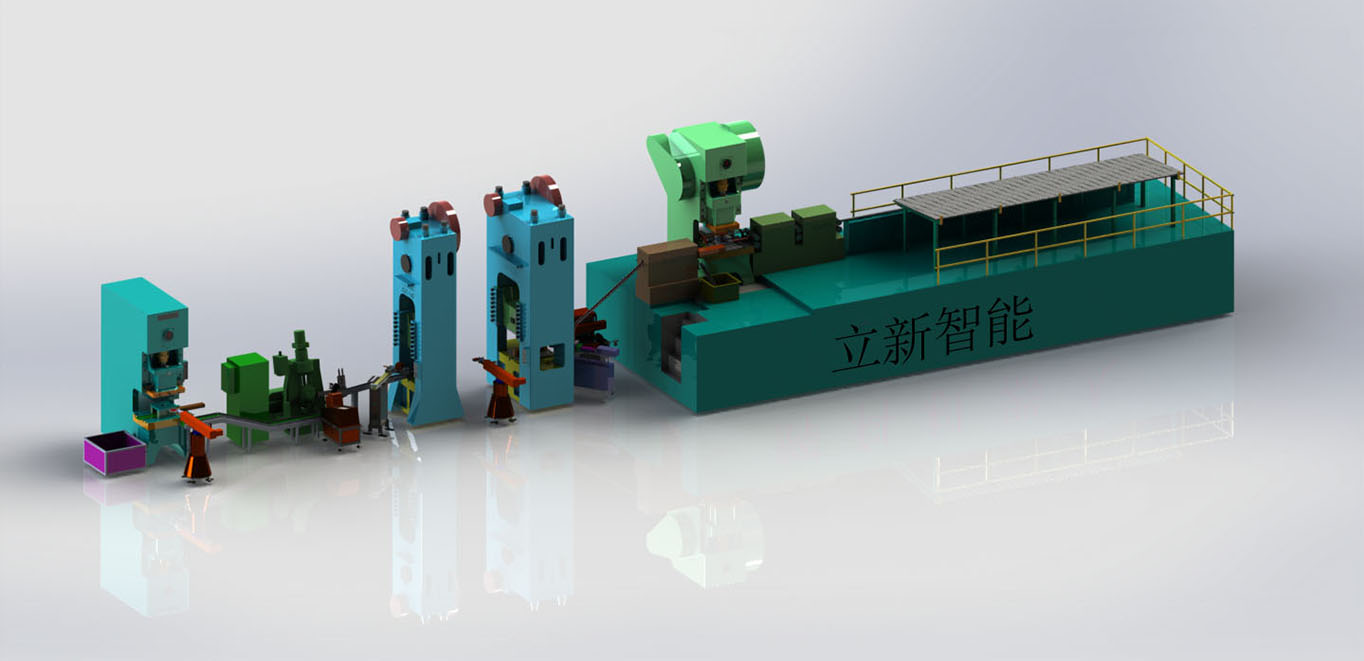
圆锥滚子轴承套圈可以分离,由内圈与滚子、保持器一起组成的组件和外圈可以分别安装。圆锥滚子轴承可以承受大的径向载荷和轴向载荷。目前,多数企业仍然采用人工生产锻造轴承套圈。随着人工成本的不断上升,一些优秀企业开始采用自动化,实现轴承套圈自动锻造,立新已经为多家企业完成轴承套圈全自动生产改造。这里介绍的圆锥滚子
轴承套圈自动锻造工艺分析。
首先是材料加热。我们强烈推荐采用二火加热的工艺,即长棒料在低温500-600摄氏度时剪切,然后进行二次加热到1050摄氏度。采用二火加热,实现材料加热自动化,同时低温剪切可以保证材料的端面平齐,材料组织变化小。在高温加热区,实施温度闭环控制,确保材料加热温度在精准范围,并动态调整。
接着是锻造工序,我们推荐采用套锻模式,具体工艺如下:
材料镦粗---分离---外圈压高---外圈扩孔---外圈整径---内圈镦粗---内圈成型--内圈切底---内圈扩孔---内圈整径
整个锻造工序,采用步进梁锻造机械手和配套锻压机械手,全自动化生产。
最后是锻后冷却,轴承套圈锻造后,不能立即堆积放置,需要采用冷却装置,让套圈稳定降低到500摄氏度以下。常用有效的冷却方式是:在外、内圈整径后,采用输送线,在输送线上吹风冷却,在输送线末尾采用喷水雾冷却。
轴承套圈整个锻造过程,对材料加热温度的控制、锻造初始温度、扩孔温度的把握至关重要,是保证轴承套圈质量好坏的关键。这就要求锻造机械手的运行速度够快、够平稳。